





什么是平焊
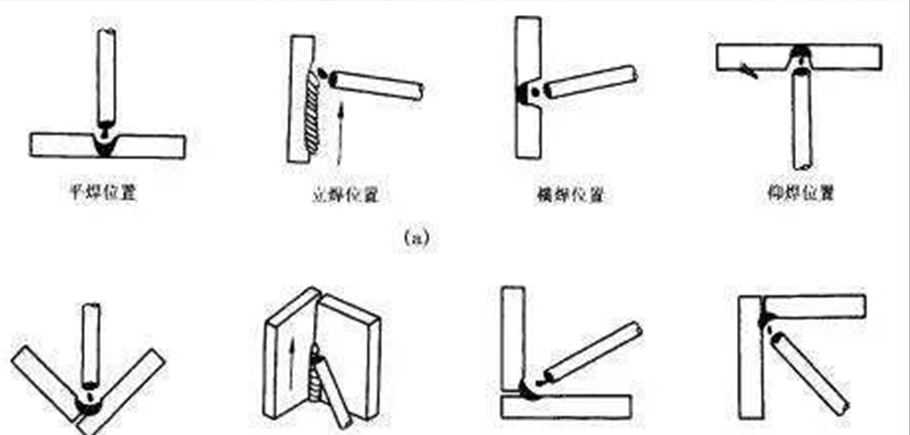
平焊是指焊接处在于水平位置或倾斜角度不大的焊缝,焊条位于工件之上,焊工俯视工件所进行的焊接工艺。这种焊接位置属于焊接全位置中,最容易焊的一个位置。
平焊的特点是什么
①焊条熔液受电弧的吹击作用和本身的动力,容易进入熔池,形成自然过渡。
②熔渣和铁水不易流散,允许采用较粗的焊条和较大的电流,能形成较大的熔池,在熔池里熔渣熔液与液体金属两者反应均匀,能产生良好的结晶组织,因液体的熔渣与金属不易流动,就容易控制焊缝的形状和尺寸,使其达到美观优质。
③因俯视进行焊接,操作简单,方便初学者练习掌握,焊工操作轻松,不易疲劳。
④在焊件厚度允许的情况下,可以使用最大的焊接电流,因而工作效率高,应用广泛。
⑤熔渣和铁水易出现混在一起分不清的现象,或熔渣越前形成夹渣、气孔等缺陷。
⑥由于焊接电流及坡口形式等焊接规范选用不当,以及运条方法和角度操作不当时,在焊接第一层焊道时容易造成焊瘤和未焊透。因此对接焊缝平焊时常采用双面焊,即焊完正面后将反面的焊根用风铲或碳弧气刨开槽清根后再焊背面焊缝。
⑦单面焊要求双面成形时,第一层容易产生透度不均匀、背面成形不良等现象,其余各层比较容易掌握。
平焊的操作要点
①正确控制焊条角度,使熔渣与液态金属分离,防止熔渣前流,尽量采用短弧焊接。
②对于不同厚度的T形、角接、搭接的平焊接头,在焊接时应适当调整焊条角度,使电弧偏向工件较厚的一侧,保证两侧受热均匀。对于多层多道焊应注意焊接层次及焊接顺序。
③选择合适的运条方法。
对于厚度小于6mm的工件一般采用不开坡口进行焊接,不开坡口的对接平焊正面焊缝时采用直线运条方法,反面焊缝也采用直线运条方法。为了保证焊透,电流可大些,运条速度也随之增大。
对于开坡口的对接平焊可采用多层焊或多层多道焊,打底焊时采用直线形运条,焊条直径和焊接电流均小些。多层焊时其余各层焊道应根据要求采用直线形、锯齿形或月牙形运条。多层多道焊时采用直线形运条方法。
对于焊脚尺寸较小的T形接头、角接、搭接接头可采用单层焊,采用直线或斜锯齿形、斜环形运条方法。焊脚尺寸较大时,一般采用多层焊或多层多道焊,第一层采用直线形运条方法,其余各层可采用斜环形、锯齿形运条。多层多道焊时,一般采用直线形运条。
对于船形焊缝,为了保证根部焊透,其操作要点与开坡口对接平焊相似。