





耐热钢是指钢再高温条件下既具有热稳定性,又具有热强性的 钢材。热稳定性是指钢材在高温条件下能保持化学稳定性(耐腐蚀、不氧化)。热强性是指钢材在高温条件下具有足够的强度。其中耐热性能主要通过铬、钼、钒、钛、铌等合金元素来保证,因此在焊接材料的选择上应根据母材的合金元素含量来确定。耐热钢在石油石化工业装置施工中应用较为广泛,我们能够经常接触到的多为合金含量较低的珠光体耐热钢,如15CrMo,1Cr5Mo等。
1、铬钼耐热钢的焊接性
铬和钼是珠光体耐热钢的主要合金元素,显著提高金属的高温强度和高温抗氧化性,但它们使金属的焊接性能变差,在焊缝和热影响区具有淬应倾向,焊后在空气中冷却易产生硬而脆的马氏体组织,不仅影响焊接接头的机械性能,而且产生很大的内应力,从而产生冷裂倾向。
因此耐热钢焊接时的主要问题是裂纹,而形成裂纹的三要素是:组织、应力和焊缝中的含氢量,因此制定合理的焊接工艺尤为重要。
2、珠光体耐热钢焊接工艺
2.1 坡口
坡口的加工通常用火焰或者等离子切割工艺,必要时切割也要预热,打磨干净后做PT检验,去除坡口上的裂纹。通常选用V型坡口,坡口角度为60°,从防止裂纹的角度考虑,坡口角度大些有利,但是增加了焊接量,同时将坡口及内处两侧打磨干净,去除油污、铁锈及水份等污物(去氢、防止气孔)。
2.2 组对
要求不能强制组对,防止产生内应力,由于铬钼耐热钢裂纹倾向较大,故在焊接时焊缝的拘束度不能过大,以免造成过大的刚度,特别在厚板焊接时,妨碍焊缝自由收缩的拉筋、夹具和卡具等应尽量避免使用。
2.3 焊接方法的选用
目前,我们石油石化安装单位管线焊接常用的焊接方法是钨极氩弧焊打底,焊条电弧焊填充盖面,其它焊接方法还有熔化极惰性气体保护焊(MIG焊)、CO2气体保护焊、电渣焊和埋弧自动焊等。
2.4 焊接材料的选择
选配焊接材料的原则,焊缝金属的合金成分与强度性能基本上要与母材相应指标一致或者应达到产品技术条件提出的最低性能指标。而且为了降低氢含量应先用低氢型碱性焊条,焊条或者焊剂应按规定工艺烘干,随用随取,要装在焊条保温桶中随用随取,焊条再保温桶内不得超过4个小时,否则应重新烘干,烘干次数不得超过三次,这在具体施工过程中都有详细的规定。铬钼耐热钢手弧焊时,也可选用奥氏体不锈钢焊条,如A307焊条,但焊前仍需要预热,这种方法适用于焊件焊后不能热处理的情况。
耐热钢焊材选用表如下所示:

2.5 预热
预热是焊接珠光体耐热钢焊接冷裂纹和消除应力的重要工艺措施,为了确保焊接质量,不论是点固焊或焊接过程中,都应预热并保持一定的温度范围。
2.6 焊后缓冷
焊后缓冷是焊接铬钼耐热钢必须严格遵循的原则,即使炎热的夏季也必须做到这一点,一般焊后立即用石棉布覆盖焊缝及近缝区,小的焊件可置于石棉布中缓冷。
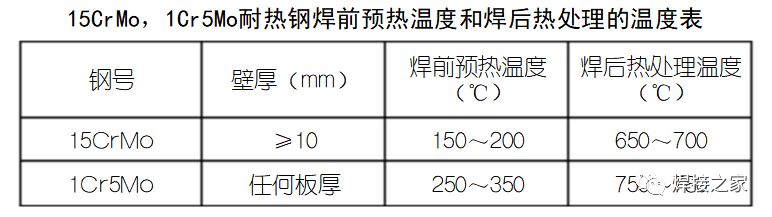
2.7 焊后热处理
焊后应立即进行热处理,其目的是为了防止延迟裂纹的产生,消除应力和改善组织。耐热钢焊前预热温度和焊后热处理的温度表如下表所示。
3、焊接注意事项
(1)焊接这类钢时必须要预热,焊后缓冷等措施,但预热温度并非越高越好,必须严格执行焊接工艺要求。
(2)厚板宜采用多层焊,层间温度不低于预热温度,焊接时应一次焊完,最好不要中断。如需层间暂停,应采取热保温缓冷措施,再焊之前还需采取相同的预热措施。
(3)焊接过程中应注意填充弧坑,并打磨接头、去除弧坑裂纹(热裂纹)。而且电流越大、弧坑越深,因此应严格执行焊接工艺指导书规定选择焊接参数、合适的焊接线能量。
(4)施工组织也是影响焊接质量重要一环,各工种的配合尤为重要,避免因下道工序衔接不上致使整条焊缝的质量前功尽弃。
(5)还应注意天气环境的影响。当环境温度低时,可适当提高预热温度,防止温度下降太快,同时做好防风、防雨等应急措施。
4、小结
预热、保温、焊后热处理等工艺是焊接铬钼耐热钢的必要工艺措施,三者同等重要,不可忽视。任何一个环节疏漏,其后果是严重的。焊工要严格执行焊接工艺,加强焊工责任心引导。不可抱有侥幸心理,引导焊工执行工艺的严肃性、必要性,只要我们在施工过程中严格执行焊接工艺,各工种之间配合好,合理安排工序,就能保证焊接质量和技术要求。