





振动焊接作为一种在焊接过程中向构件输入机械振动的工艺,具有热处理和振动时效无法比拟的优势。它利用振动与焊接热过程的复合作用来提高焊接接头的综合质量,不仅能降低材料的残余应力,而且能细化焊缝晶粒、优化接头组织、提高材料的力学性能、显著改善接头品质,并且缩短生产周期、降低生产成本、低噪声、无污染。
振动焊接是在焊接过程中对焊件施加周期性外力,使熔池处于稳定的振动状态,从而达到细化晶粒、降低焊接残余应力,优化接头性能的焊接工艺。在焊接过程中施加一定振幅范围内的轻微振动,势必对焊接熔池有一定的影响 。

(1)对焊缝和热影响区组织的影响
焊接时,选取合适的机械振动参数可使焊缝及热影响区产生附加的新晶核,并使正在成长的树枝晶及魏氏组织破碎,晶粒大小均匀,晶粒细化。
(2)对焊缝质量的影响
振动焊接时,熔池中的气体和夹杂物更易于溢出焊缝表面,减少焊缝内部的缺陷,减小微裂纹源;加上振动有降低焊接残余应力、细化晶粒的效应,有利于延缓裂纹萌生,提高焊缝质量。
(3)对残余纵向应力σx(平行于焊缝方向)的影响
振动对残余纵向应力的影响不显著,应力水平与屈服应力相当,但对拉应力的分布宽度有一定影响。合适的振动可以减小拉应力的分布面积,减弱残余应力对构件的不利影响。下图为16Mn R钢板在不同振动参数(振动频率)下的残余纵向应力对比试验结果,可以看出振动焊接后拉应力的分布面积明显缩小。
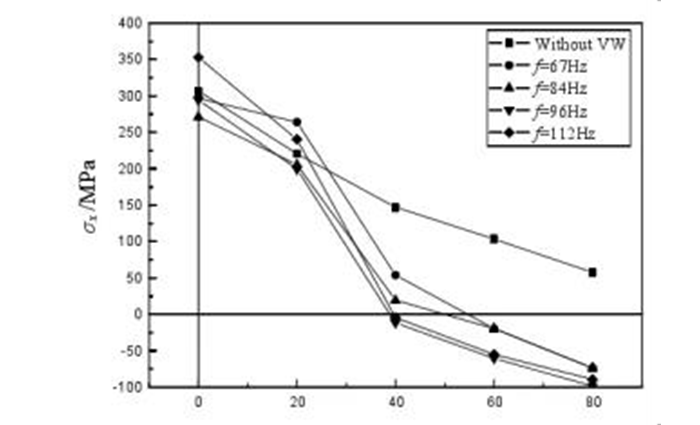
不同频率下,振动对残余应力的影响
(4)对残余横向应力σy(垂直于焊缝方向)的影响
残余横向应力一般垂直于平面状焊接缺陷(如裂纹、未焊透)及热影响区,故其不利作用要远大于残余纵向应力对结构承载能力的影响。一旦开裂,就可能形成平行于焊缝表面的长裂纹,甚至形成贯穿裂纹。振动对改善残余横向应力有明显效果,合适的振动可以减小拉应力的平均值,统计平均下降水平为25 %,可明显减小残余应力对构件的不利影响。
(5)对焊接角变形的影响
焊接变形是焊接应力的外观表征之一,振动可以减小焊接残余应力,也必然减小焊接变形;统计24 mm厚钢板的焊接角变形测量结果,得到:对接焊角变形由不振动的1.08°减小到0.38°,降低约64 %;搭接焊角变形由不振动的0.84°减小到0.34°,降低约59 %;T型接头焊角变形由不振动的3~4°减小到0.06~2°,下降幅度大于50%。
(6)对焊接热影响区疲劳寿命N的影响
振动可以明显提高焊接热影响区的疲劳寿命,平均幅度大于10%,最高可达35.5%。
(7)对裂纹扩展速率的影响
由于裂纹扩展速率与应力强度因子的平方成正比,振动降低了残余应力,降低裂纹扩展的驱动力,也延缓了裂纹控制速度。另外,由于振动细化晶粒,增大了裂纹扩展的阻力,有效降低了非稳态裂纹扩展(pop-in)的几率。