





铝合金的焊接方法很多,各种方法有其不同的应用场合。除了传统的熔焊、电阻焊、气焊方法外,其他一些焊接方法(如等离子弧焊、电子束焊、真空扩散焊等)也可以容易地将铝合金焊接在一起。
铝合金常用焊接方法的特点及适用范围见表1。应根据铝及铝合金的牌号、焊件厚度、产品结构以及对焊接性的要求等选择。

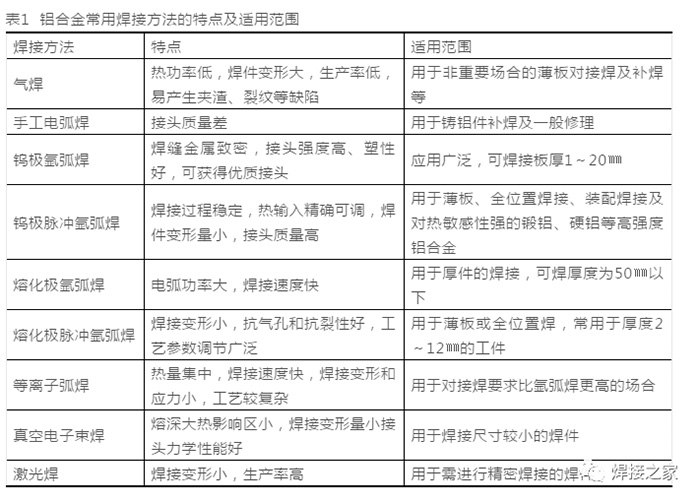
(1)气焊
氧-乙炔气焊火焰的热功率低,热量较分散,因此焊件变形大、生产率低。用气焊焊接较厚的铝焊件时需预热,焊后的焊缝金属不但晶粒粗大、组织疏松,而且容易产生氧化铝夹杂、气孔及裂缝等缺陷。这种方法只用于厚度范围在0.5~10㎜的不重要铝结构件和铸件的焊补上。
(2)钨极氩弧焊
这种方法是在氩气保护下施焊,热量比较集中,电弧燃烧稳定,焊缝金属致密,焊接接头的强度和塑性高,在工业中获得起来越广泛的应用。钨极氩弧焊用于铝合金是一种较完善的焊接方法,但钨极氩弧焊设备较复杂,不宜在室外露天条件下操作。

(3)熔化极氩弧焊
自动、半自动熔化极氩弧焊的电弧功率大,热量集中,热量影响区小,生产效率比手工钨极氩弧焊可提高2~3倍。可以焊接厚度在50㎜以下的纯铝及铝合金板。例如,焊接厚度30㎜的铝板不必预热,只焊接正、反两层就可获得表面光滑、质量优良的焊缝。半自动熔化极氩弧焊适用于定位焊缝、断续的短焊缝及结构形状不规则的焊件,用半自动氩弧焊焊炬可方便灵活地进行焊接,但半自动焊的焊丝直径较细,焊缝的气孔敏感性较大。
(4)脉冲氩弧焊
1)钨极脉冲氩弧焊
用这种方法可明显改善小电流焊接过程的稳定性,便于通过调节各种工艺参数来控制电弧功率和焊缝成形。焊件变形小、热影响区小,特别适用于薄板、全位置焊接等场合以及对热敏感性强的锻铝、硬铝、超硬铝等的焊接。
2)熔化极脉冲氩弧焊
可采用的平均焊接电流小,参数调节范围大,焊件的变形及热影响区小,生产率高,抗气孔及抗裂性好,适用于厚度在2~10㎜铝合金薄板的全位置焊接。
(5)电阻点焊、缝焊
可用来焊接厚度在4㎜以下的铝合金薄板。对于质量要求较高的产品可采用直流冲击波点焊、缝焊机焊接。焊接时需要用较复杂的设备,焊接电流大、生产率较高,特别适用于大批量生产的零、部件。
(6)搅拌摩擦焊
搅拌摩擦焊是一种可用于各种合金板焊接的固态连接技术。与传统熔焊方法相比,搅拌摩擦焊无飞溅、无烟尘,不需要添加焊丝和保护气体,接头无气孔、裂纹。与普通摩擦相比,它不受轴类零件的限制,可焊接直焊缝。这种焊接方法还有一系列其它优点,如接头的力学性能好、节能、无污染、焊前准备要求低等。由于铝及铝合金熔点低,更适于采用搅拌摩擦焊。

铝用焊接材料
(1)焊丝
采用气焊、钨极氩弧焊等焊接铝合金时,需要加填充焊丝。铝及铝合金焊丝分为同质焊丝和异质焊丝两大类。为了得到良好的焊接接头,应从焊接构件使用要求考虑,选择适合于母材的焊丝作为填充材料。

选择焊丝首先要考虑焊缝成分要求,还要考虑产品的力学性能、耐蚀性能,结构的刚性、颜色及抗裂性等。选择熔化温度低于母材的填充金属,可大大减小热影响区的晶间裂纹倾向。对于非热处理合金的焊接接头强度,按1000系、4000系、5000系的次序增大。
含镁3%以上的5000系的焊丝,应避免在使用温度65℃以上的结构中采用,因为这些合金对应力腐蚀裂纹很敏感,在上述温度和腐蚀环境中会发生应力腐蚀龟裂。用合金含量高于母材的焊丝作为填充金属,通常可防止焊缝金属的裂纹倾向。
目前,铝合金常用的焊丝大多是与基体金属成分相近的标准牌号焊丝。在缺乏标准牌号焊丝时,可从基体金属上切下狭条代用。较为通用的焊丝是HS311,这种焊丝的液态金属流动性好,凝固时的收缩率小,具体优良的抗裂性能。为了细化缝晶粒、提高焊缝的抗裂性及力学性能,通常在丝中加入少量的Ti、V、Zr等合金元素作为变质剂。
选用铝合金焊丝应注意的问题如下:
1)焊接接头的裂纹敏感性
影响裂纹敏感性的直接因素是母材与焊丝的匹配。选用熔化温度低于母材的焊缝金属,可以减小焊缝金属和热影响区的裂纹敏感性。例如,焊接硅含量0.6%的6061合金时,选用同一合金作焊缝,裂纹敏感性很大,
但用硅含量5%的ER4043焊丝,由于其熔化温度比6061合金低,在冷却过程中有较高的塑性,所以抗裂性能良好。此外,焊缝金属避免镁与铜的组合,因为Al-Mg-Cu有很高的裂纹敏感性。
2)焊接接头的力学性能
工业纯铝的强度最低,4000系列铝合金居中,5000系列铝合金强度最高。铝硅焊丝虽然有较高的抗裂性能,但含硅焊丝的塑性较差,所以对焊后需要塑性变形加工的接头来说,应避免选用含硅焊丝。

3)焊接接头的使用性能
填充金属的选择除取决于母材成分外,还与接头的几何形状、运行中的抗腐蚀性要求以及对焊接件的外观要求有关。例如,为了使容器具有良好的抗腐蚀能力或防止所储存产品对其的污染,储存过氧化氢的焊接容器要求高纯度的铝合金。在这种情况下,填充金属的纯度至少要相当于母材。
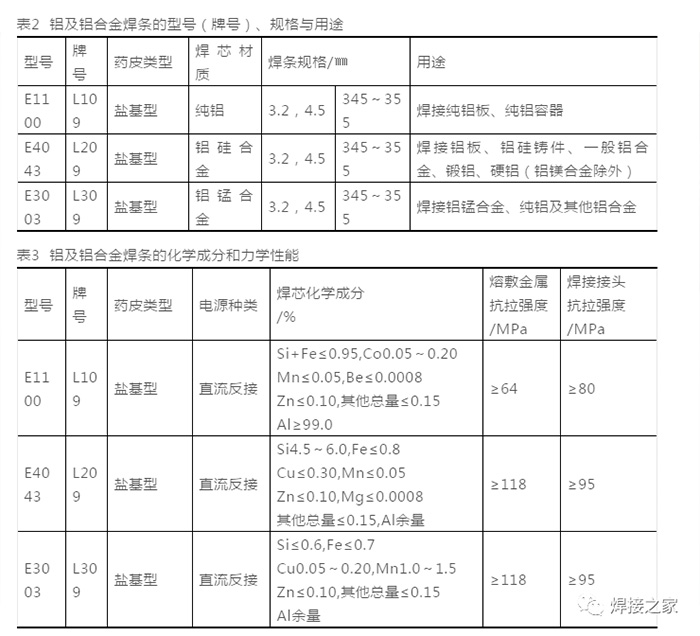
(2)焊条
铝合金焊条型号、规格与用途见表2。铝合金焊条的化学成分和力学性能见表3。
(3)保护气体
焊接铝合金的惰性气体有氩所和氦气。氩气的技术要求为Ar>99.9%,氧<0.005%,氢<0.005%,水分<0.02mg/L,氮<0.015%。氧、氮增多,均恶化阴极雾化作用。氧>0.3%,则使钨极烧损加剧,超过0.1%使焊缝表面无光泽或发黑。
钨极氩弧焊时,交流加高频焊接选用纯氩气,适用大厚度板;直流正极性焊接选用Ar+He或纯Ar。
熔化极氩弧焊时,当板厚<25㎜时,采用纯Ar。当板厚为25~50㎜时,采用添加10%~35%Ar的Ar+He混合气体。当板厚为50~75㎜时,宜采用添加10%~35%或50%He的Ar+He混合气体。当板厚>75㎜时,推荐添加50%~75%He的Ar+He混合气体。
