



最新资讯

联系我们

药芯焊丝气保焊的保护气的选择发布时间:2020-09-26 点击次数:
药芯焊丝气保焊(简称FCAW-G)是一种应用非常广泛的焊接工艺。它广泛应用于重型制造、建筑、造船、海上设施等行业中低碳钢、低合金钢和其它各种合金材料的焊接。FCAW-G焊接工艺经常采用100%的纯CO2或者75%~80%的Ar和20%~25%的CO2混合气体作为保护气。
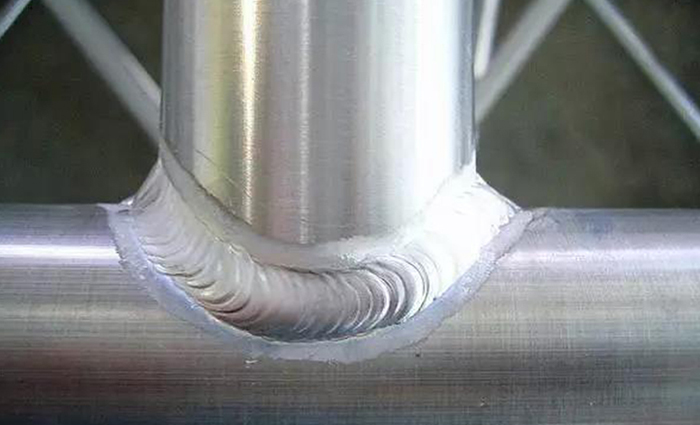
铝及铝合金焊接常见缺陷和防止措施12招,赶紧收藏!发布时间:2020-09-25 点击次数:
铝及铝合金焊丝的选择主要根据母材的种类,对接头抗裂性能、力学性能及耐蚀性等方面的要求综合考虑。有时当某项成为主要矛盾时,则选择焊丝就着重从解决这个主要矛盾入手,兼顾其它方面要求。一般情况下,焊接铝及铝合金都采用与母材成分相同或相近牌号的焊丝,

再漂亮的焊缝没有强度也是摆设,一文带你了解焊缝强度发布时间:2020-09-25 点击次数:
根据工业标准和代码进行焊接时,钢板之间的典型结构焊缝能达到怎样的强度?焊缝一般能保持较高的强度,以至于超过了焊材代码和应用中所要求的强度。在很多情况下,这种焊缝的强度不能通过焊材代码本身辨别出来。

焊接接头再热裂纹产生原因、预防措施及方法发布时间:2020-09-24 点击次数:
近年来特种设备上低合金高强材料的应用越来越普遍,这与锅炉压力容器高温高压的工况有关,但特种设备在制造过程中往往发现焊缝在热处理后发现裂纹,特别如2.25Cr-1Mo,13MoNiMoR等材料,这引起了制造厂的注意。

十周年 | 普耐尔:聚合共进,拾梦前行发布时间:2020-09-24 点击次数:
2020年正值深圳市普耐尔科技有限公司(以下简称普耐尔)成立十周年,公司于9月22日在东莞观澜湖度假酒店举行以“聚合共进,拾梦前行”为主题的十周年荣耀盛典。来自全国的供应商、经销商及行业朋友们,齐聚一堂,共同庆祝普耐尔十岁生日!

厚板与钢构焊接过程中为什么要氩弧焊打底呢?发布时间:2020-09-21 点击次数:
全氩弧焊与氩弧焊打底在工艺上没什么区别,全氩弧焊适用于薄壁小管径管道(一般DN60及以下、壁厚4mm)以下,目的保证焊缝根部质量外观成形好。当管径较大、壁厚较厚时应采用氩弧焊打底手工焊盖面,用手工焊盖面的目的是管径大用手工焊可以保证外观质量且工效高于氩弧焊,成本低于氩弧焊。

关于平焊,你了解多少?看老师傅如何讲解发布时间:2020-09-21 点击次数:
平焊是指焊接处在于水平位置或倾斜角度不大的焊缝,焊条位于工件之上,焊工俯视工件所进行的焊接工艺。这种焊接位置属于焊接全位置中,最容易焊的一个位置。焊条熔液受电弧的吹击作用和本身的动力,容易进入熔池,形成自然过渡。

中国机器人先锋|卡诺普2020上海工博会圆满落幕发布时间:2020-09-21 点击次数:
作为今年常态化疫情防控下线下举办的国家级工业展会,9月15日第22届中国国际工业博览会在上海开幕。本届工博会以“智能、互联——赋能产业新发展”为主题,有近500项新技术亮相。 本次工博会卡诺普积极拓展新行业领域的机器人应用技术,以更专业、稳定的服务和技术,为客户提供完整的机器人技术及应用解决方案。

减少焊接变形的焊接工艺发布时间:2020-09-19 点击次数:
预防和减少焊接变形的方法必须考虑焊接工艺设计以及在焊接时克服冷热循环的变化。收缩无法消除,但可以控制。 越多的金属填充在焊接点会产生较大的变形力。正确制定焊缝尺寸,不仅能得到较小的焊接变形,还可节省焊材和时间。填充焊缝的焊接金属量应最小,焊缝应呈平坦或微凸形,过量的焊接金属不会增加强度。

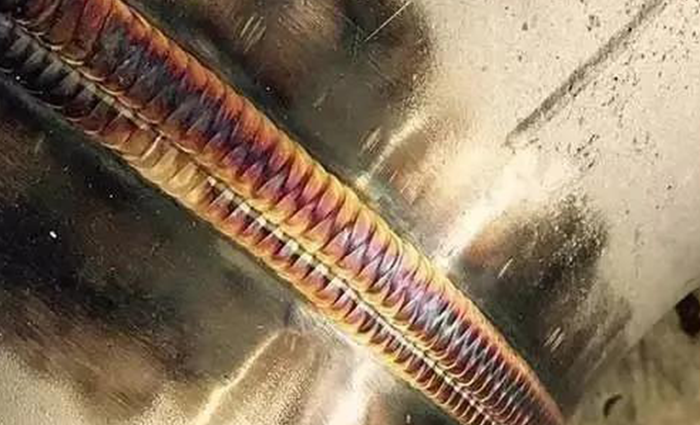
氩弧焊为什么会产生气孔,如何找出原因排除气孔缺陷?发布时间:2020-09-19 点击次数:15
氩弧焊是以惰性气体“ 氩气” 作为保护气体的一种电弧焊方法,氩气从喷嘴中喷出,在焊接区形成惰性气体保护层,隔绝了空气的侵入,从而对电弧及熔池形成保护。该焊接方法有很多优点: 保护效果好,焊接质量高,不会产生飞溅, 焊缝成形美观;焊接变形小,可实现单面焊双面成型,保证根部焊透,能进行各种位置的焊接;
Copyright ©2020 www.shenglongjd.com All Rights Reserved.