



最新资讯

联系我们


电焊机那么大的电流为什么不会伤害人?发布时间:2020-11-30 点击次数:
电焊机就是个变压器,一次电压和电流乘积等于二次电压和电流乘积,电焊机是降压变压器,为了熔化焊条,就必须用大电流,电流增大,电压就降低了。不会伤人就是电压低的原因,人体电阻一定,电压低,经过人体的电流小,不会伤人。

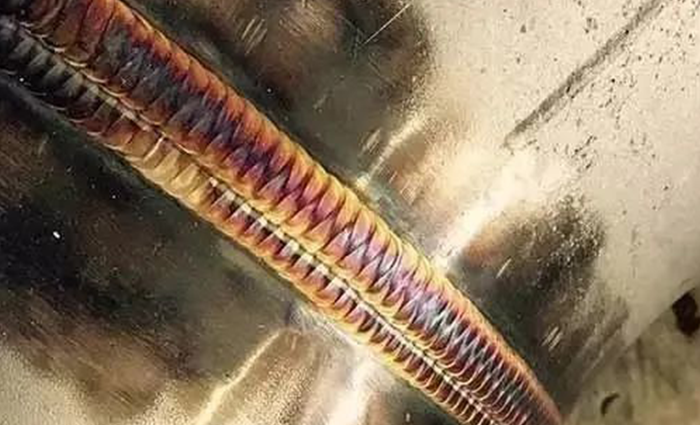
要想焊好氩弧焊,这十项工艺禁忌你要记牢!发布时间:2020-11-29 点击次数:
直流钨极氩弧焊时阳极的发热量远大于阴极,所以用直流正接(工件接正)焊接时,钨极因发热量小不易过热,同样直径的钨极可以采用较大电流。此时,工件发热量大,熔深也大,生产率高,钨极热电子发射能力比工件强,使,电弧稳定而集中。因此,大多数金属(除铝、镁及其合金外)宜采用直流正接焊接。

8种常用的电弧焊工艺发布时间:2020-11-27 点击次数:
电弧焊可以通过将焊接电流流过易耗电极(例如金属丝或棒)来进行,也可以使用碳或钨棒的非消耗电极来完成。金属电弧工艺利用易耗电极将电极填充金属与金属一起熔化。某些电弧焊工艺可能还会产生熔渣覆盖物,以保护熔融金属免受氧化或支持异位焊接。非消耗性电弧焊工艺仅通过熔化基础金属来产生焊缝,导致什么这种非消耗性焊条仅用于维持电弧。

不锈钢焊接八项注意九大问题,值得收藏!发布时间:2020-11-26 点击次数:
铬17不锈钢,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬13不锈钢好一些。采用同类型的铬不锈钢焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条(A107、A207)。

“焊接行业深耕者” 卡诺普受邀出席2020中国机器人产业发展大会发布时间:2020-11-25 点击次数:
为积极推动国家机器人产业的发展,促进国际国内行业交流沟通,以“应对新挑战 拥抱新技术 抓住新机遇”为主题的2020中国机器人产业发展大会主论坛在青岛红岛国际会展中心盛大启幕。

浅谈:如何提高焊接操作技术水平,建议收藏!发布时间:2020-11-24 点击次数:
锅炉及压力容器等重要结构,要求接头安全焊透,但由于受结构尺寸及形状等限制,有时无法进行双面焊接。只能开单面坡口的特殊操作方法单面焊双面形成技术,它是手弧焊中难度较大的一种操作技能。焊接立焊时,由于熔池温度过高,在重力的作用下,焊条熔化所形成的熔滴及熔池中的铁水易下淌形成焊瘤、焊缝两侧形成咬边。
药芯焊丝气保焊的保护气的选择发布时间:2020-11-23 点击次数:
药芯焊丝气保焊(简称FCAW-G)是一种应用非常广泛的焊接工艺。它广泛应用于重型制造、建筑、造船、海上设施等行业中低碳钢、低合金钢和其它各种合金材料的焊接。FCAW-G焊接工艺经常采用100%的纯CO2或者75%~80%的Ar和20%~25%的CO2混合气体作为保护气。

焊接热过程的特点,焊接人不一定都知道 发布时间:2020-11-22 点击次数:
在焊接过程中,被焊金属由于热的输入和传播,而经历加热、熔化(或达到热塑性状态)和随后的凝固及连续冷却过程,称之为焊接热过程。焊接热过程贯穿于整个焊接过程的始终,通过下面几个方面的作用成为影响、决定焊接质量和焊接生产率的主要因素之一...

焊接时不飞溅、少残渣,选对保护气体很重要发布时间:2020-11-20 点击次数:
焊接在工业发展的实际生产中有着很重要的地位。焊接是指通过物理或化学方法,实现物体的两部分或者两种材料在原子间距水平上的连接。在焊接的时候会用到不同的气体,原因各不相同,今天就带大家了解一下焊接中常见的气体。

埋弧焊的工艺技术,建议收藏!发布时间:2020-11-19 点击次数:
埋弧焊是将强烈的焊接弧光埋藏起来的一种焊接方法,自然在焊接过程中看不到弧光,而且大多为自动焊接,劳动条件大为改善。工业生产的发展,对焊接技术提出了更多、更高的要求。今天就和大家聊聊埋弧焊的焊接工艺。
Copyright ©2020 www.shenglongjd.com All Rights Reserved.