



最新资讯

联系我们


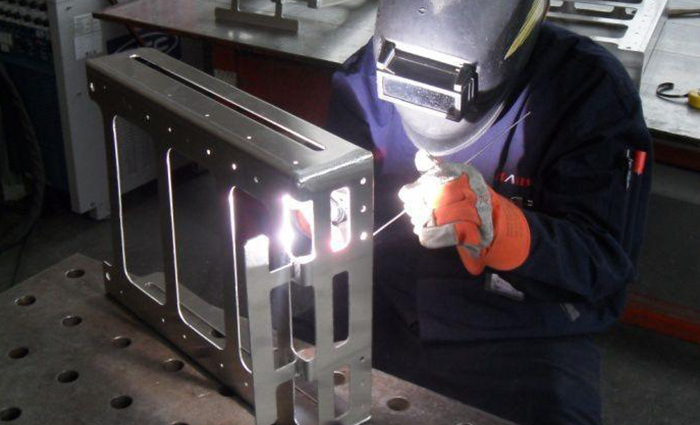
为什么重要结构要用氩弧焊打底,你知道吗?发布时间:2021-03-03 点击次数:
全氩弧焊与氩弧焊打底在工艺上没什么区别,全氩弧焊适用于薄壁小管径管道(一般DN50及以下、壁厚4mm)以下,目的保证焊缝根部质量外观成像好。当管径较大、壁厚较厚时应采用氩弧焊打底手工焊盖面,用手工焊盖面的目的是管径大用手工焊可以保证外观质量且工效高于氩弧焊,成本低于氩弧焊。

焊接裂纹就是那么点事,搞懂了你就通了发布时间:2021-03-02 点击次数:
焊接裂纹就其本质来分,可分为热裂纹、再热裂纹、冷裂纹、层状撕裂等。下面仅就各种裂纹的成因、特点和防治办法进行具体的阐述。

采用CO2气体保护焊如何焊接低碳钢发布时间:2021-01-30 点击次数:
为了防止产生气孔、减少飞溅和保证焊缝具有较高的力学性能,必须采用含有Si、Mn等脱氧元素的焊丝。所使用的CO2气体的纯度体积分数不应低于99.5%,水的质量分数量不超过0.005%。为了减少CO2气中的含水量,在焊接现场还应采取以下措施:将新灌气瓶倒立静置1~2h,然后打开阀门,把沉积在下部的自由状态的水排出。

二保焊时气体流量开的过大对焊缝有什么影响发布时间:2021-01-26 点击次数:
当气体流量过大时,对焊缝熔池的吹力增大,冷却作用加强,会形成紊乱气流,破坏气体保护,使焊缝产生气孔:而气体流量过小时,则对熔池保护能力减弱,也容易产生气孔。所以应严格按焊接规范选择气体流量。
铝及铝合金在焊接过程中出现的问题发布时间:2021-01-24 点击次数:
焊接接头中的气孔是铝及铝合金焊接时极易产生的缺陷,尤其是纯铝和防锈铝的焊接。氢是铝及铝合金焊接时产生气孔的主要原因,这已为实践所证明。氢的来源,主要是弧柱气氛中的水分、焊接材料及母材所吸附的水分,其中焊丝及母材表面氧化膜的吸附水分,以焊缝气孔的产生,常常占有突出的地位。

解决不锈钢板焊接时烧穿、变形的措施发布时间:2021-01-21 点击次数:
不锈钢薄板拘束度较小‚在焊接过程中受到局部加热、冷却作用‚形成了不均匀的加热、冷却‚焊件会产生不均匀的应力和应变‚焊缝的纵向缩短对薄板边缘的压力超过一定值时‚即会产生较严重的波浪式变形‚影响工件的外形质量。

焊工必须要掌握的几种焊接堵漏方法发布时间:2021-01-19 点击次数:
在工业生产中,某些连续运转的设备,由于种种原因产生了泄漏。如管道,阀门,容器等。这些泄漏的产生影响正常生产的稳定性和产品的质量,又污染生产环境,造成不必要的浪费。更甚者,有些介质如有毒气体,油脂等泄漏后,还会对安全生产,周围环境造成巨大的危害。

镁合金材料的焊接技术发布时间:2021-01-17 点击次数:
镁合金应用于汽车制造中,可满足汽车行业低排量、低油耗的发展需求。要想进一步推广镁合金在汽车领域的大量使用,需要对焊接技术进行更深一步的创新研究。

何时采用单层、多层、多层多道焊接,看了你就明白了发布时间:2021-01-14 点击次数:
焊脚尺寸小于8mm的焊缝,通常采用单层焊(一层一道焊缝)来完成,焊条直径根据钢板厚度不同在3~5mm范围内选择。焊脚尺寸小于5mm的焊缝,可采用直线形运条法和短弧进行焊接,焊接速度要均匀,焊条角度与水平板成45°,与焊接方向成65°~80°的夹角。焊条角度过小会造成根部熔深不足;角度过大,熔渣容易跑到前面造成夹渣。

零下10℃以下的冬天,焊接应该如何控制?发布时间:2021-01-13 点击次数:
进入冬季,环境温度较低,如果没有防护措施进行钢构件焊接作业,对钢构件的焊接质量会产生重大影响,如在低温下焊接,会使刚才脆化,也会使焊缝和母材热影响区的冷却速度加快,易于产生淬硬组织,脆性增大,这对于建筑钢结构常用的低合金钢(如Q345)的焊接危害性很大。因此,冬季焊接施工必须要严格按照工艺要求实施,不得盲目焊接。
Copyright ©2020 www.shenglongjd.com All Rights Reserved.