



最新资讯

联系我们


就这?关于507焊条的就那么点事!发布时间:2020-10-06 点击次数:
气孔就是焊接时,溶池中的气泡在凝固时未能逸出,而留下来形成的孔穴。J507碱性焊条焊时多为氮气孔、氢气孔和CO气孔。平焊位置要较其他位置气孔多;打底层要比填充、盖面多;长弧焊要比短弧多;断弧焊要比连弧焊多;引弧、收弧和接头处要比焊缝其它位置多。
铝材有几种焊接方法,如何焊接?发布时间:2020-10-05 点击次数:
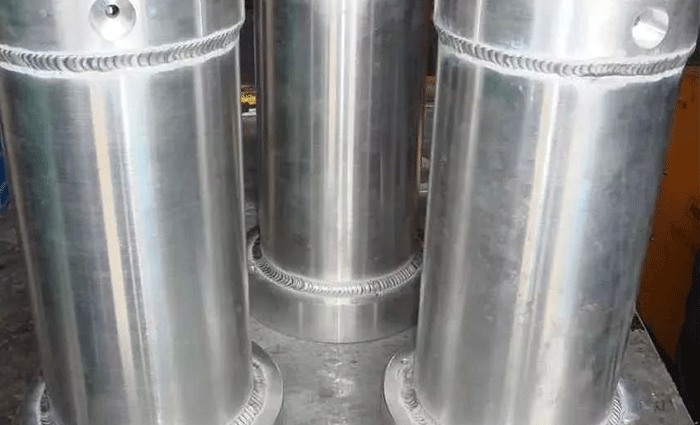
几乎各种焊接方法都可以用于焊接铝及铝合金,但是铝及铝合金对各种焊接方法的适应性不同,各种焊接方法有其各自的应用场合。气焊和焊条电弧焊方法,设备简单、操作方便。气焊可用于对焊接质量要求不高的铝薄板及铸件的补焊。焊条电弧焊可用于铝合金铸件的补焊。
点焊的实用技巧发布时间:2020-10-04 点击次数:
点焊是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。点焊时,先加压使工件紧密接触,随后接通电流,在电阻热的作用下工件接触处熔化,冷却后形成焊点。

有效防止埋弧焊纵焊缝终端裂纹产生的措施发布时间:2020-09-30 点击次数:
在压力容器制造中,当采用埋弧焊焊接筒体纵焊缝时,经常会在纵焊缝的端部或靠近端部处产生裂纹(以下简称终端裂纹)。对此已有不少人进行了研究,以为产生终端裂纹的主要原因是当焊接电弧接近纵焊缝终端时,焊缝在沿轴向膨胀变形的同时,还伴随有垂直轴向方向的横向张开变形;

解决不锈钢板焊接时烧穿、变形的措施有哪些?发布时间:2020-09-30 点击次数:
薄不锈钢焊接最棘手的问题就是焊穿、变形:不锈钢薄板拘束度较小‚在焊接过程中受到局部加热、冷却作用‚形成了不均匀的加热、冷却‚焊件会产生不均匀的应力和应变‚焊缝的纵向缩短对薄板边缘的压力超过一定值时‚即会产生较严重的波浪式变形‚影响工件的外形质量。

压力容器复合板的焊接要点发布时间:2020-09-29 点击次数:
复合钢板是由不锈钢、镍基合金、铜基合金或钛板为复层,珠光体钢为基层,以爆炸焊、复合轧制、堆焊等方法制成的双金属板材。复合钢板的基层应满足接头强度和刚度的要求,复层应满足耐蚀等要求。为了保证复合钢板不失原有的综合性能,对基层和复层必须分别进行焊接。
异种金属焊接的经典常识发布时间:2020-09-28 点击次数:
异种金属焊接所存在的一些固有问题阻碍了它的发展,如异种金属熔合区的构成和性能,异种金属焊接结构的破坏多半发生在熔合区,由于靠近熔合区各段上焊缝结晶特点不同,又易形成性能不好的、成分变化的过渡层。
CO2焊常见的缺陷及解决方法发布时间:2020-09-27 点击次数:
二氧化碳气体保护焊是目前最常用的焊接方法之一,今天小编给大家分享个资料,主要介绍CO2焊常见的缺陷及解决方法。即纯 CO 2气体保护焊接,焊接时飞溅相对于MIG、MAG焊接飞溅稍大,但熔深大,适用于大电流焊接。

耐热钢怎么焊?焊接工艺收好了发布时间:2020-09-27 点击次数:
耐热钢是指钢再高温条件下既具有热稳定性,又具有热强性的 钢材。热稳定性是指钢材在高温条件下能保持化学稳定性(耐腐蚀、不氧化)。热强性是指钢材在高温条件下具有足够的强度。其中耐热性能主要通过铬、钼、钒、钛、铌等合金元素来保证,因此在焊接材料的选择上应根据母材的合金元素含量来确定。
药芯焊丝气保焊的保护气的选择发布时间:2020-09-26 点击次数:
药芯焊丝气保焊(简称FCAW-G)是一种应用非常广泛的焊接工艺。它广泛应用于重型制造、建筑、造船、海上设施等行业中低碳钢、低合金钢和其它各种合金材料的焊接。FCAW-G焊接工艺经常采用100%的纯CO2或者75%~80%的Ar和20%~25%的CO2混合气体作为保护气。
Copyright ©2020 www.shenglongjd.com All Rights Reserved.