



最新资讯

联系我们


超详细|铝合金的焊接方法和材料选用大全(上)发布时间:2021-07-11 点击次数:
铝合金的焊接方法很多,各种方法有其不同的应用场合。除了传统的熔焊、电阻焊、气焊方法外,其他一些焊接方法(如等离子弧焊、电子束焊、真空扩散焊等)也可以容易地将铝合金焊接在一起。

常用铝合金焊丝选择的经验之谈发布时间:2021-06-16 点击次数:
铝合金填充金属ER4043和ER5356是铝加工行业中使用最广泛的两种填充金属,使用历史已超过65年。由于太过于耳熟能详,所以有人会认为这两种填充金属可以搞定所有铝合金的焊接。很显然,这是不正确的,在一些特殊应用中,往往需要其他填充金属来产生适合特定要求的焊缝。
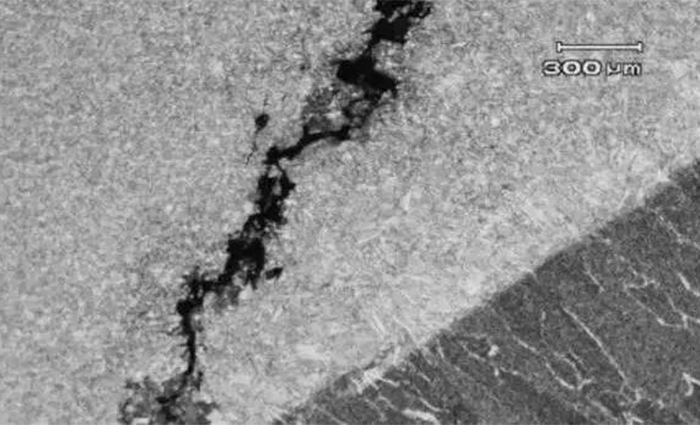
对焊接裂纹的种类和基本特征的分析发布时间:2021-06-10 点击次数:
各种低合金高强钢,中、高合金钢、超强钢,以及各种合金材料的应用日益广泛。但是随着这些钢种和合金的应用,在焊接生产上带来许多新的问题,其中较为普遍而又十份严重的就是焊接裂纹。裂纹有时出现在焊接过程中,也有时出现在放置或运行过程中,即所谓延迟裂纹。因为这种裂纹在制造中无法检测,所以这种裂纹的危害性更为严重。

铝及铝合金MIG焊焊接接头的缺陷及解决方法汇总发布时间:2021-06-08 点击次数:
铝及铝合金MIG焊时,焊接接头常见的缺陷主要有焊缝成形差、裂纹、气孔、烧穿,未焊透、未熔合、夹渣。焊缝成形差主要表现在焊缝波纹不美观,且不光亮;焊缝弯曲不直,宽窄不一,接头太多;焊缝中心突起,两边平坦或凹陷;焊缝满溢等。

焊接参数和工艺对焊缝的影响发布时间:2021-06-06 点击次数:
焊接电流增大时(其他条件不变),焊缝的熔深和余高增大,溶宽不变(或略微增大),原因如下:①电流增大后,工件上的电弧力和热输入均增大,热源位置下移,熔深增大。熔深与电流近于正比关系。②电流增大后,焊丝熔化量近于成比例地增多,由于溶宽近于不变,所以余高增大。③电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而溶宽近于不变。

干货!不锈钢焊条焊接,气孔的类型及成因!发布时间:2021-06-04 点击次数:
在焊接中产生的气孔一般是氢气孔、氮气孔和一氧化碳气孔,由于 A102不锈钢焊条熔敷金属的含碳量都很低,一般产生 CO 气孔的可能性极小,在含氮类不锈钢中容易产生氮气孔,而在常见的18-8型不锈钢中所产生的气孔一般均为氢气孔。

1分钟告诉你选购电焊机一定要了解的小常识! 发布时间:2021-03-29 点击次数:
目前市面上的手工电弧焊机琳琅满目,老式交流焊机、硅整流直流焊机、逆变直流电焊机,焊机又有很多品种和规格,品牌众多,质量良莠不齐。面对这么多的焊机品牌,如何选择一款既经济又实用的产品呢?

氩弧焊不锈钢管打底焊接四种操作方法,你会几种?发布时间:2021-03-08 点击次数:
不锈钢管的焊接通常由打底焊、填充焊、盖面焊几部分组成。不锈钢管打底焊是不锈钢管焊接中最关键的一环,它不仅关系到工程的质量,而且关系到工程的进度,目前不锈钢打底分为背面充氩和不充氩两种工艺。

为什么重要结构要用氩弧焊打底,你知道吗?发布时间:2021-03-03 点击次数:
全氩弧焊与氩弧焊打底在工艺上没什么区别,全氩弧焊适用于薄壁小管径管道(一般DN50及以下、壁厚4mm)以下,目的保证焊缝根部质量外观成像好。当管径较大、壁厚较厚时应采用氩弧焊打底手工焊盖面,用手工焊盖面的目的是管径大用手工焊可以保证外观质量且工效高于氩弧焊,成本低于氩弧焊。

焊接裂纹就是那么点事,搞懂了你就通了发布时间:2021-03-02 点击次数:
焊接裂纹就其本质来分,可分为热裂纹、再热裂纹、冷裂纹、层状撕裂等。下面仅就各种裂纹的成因、特点和防治办法进行具体的阐述。
Copyright ©2020 www.shenglongjd.com All Rights Reserved.